新聞(wén) · 資訊天(tiān)下
新聞(wen)正在發(fā)生 聚焦(jiāo)

2025-12
湖北塑(sù)料模具(jù)加工過(guo)程中如(ru)何減少(shao)收縮方(fāng)法。 在塑(sù)🙇♀️料模具(ju)✂️部⭕件較(jiao)厚位置(zhi),如筋肋(lèi)或突起(qi)處形成(cheng)的收縮(suō)要比鄰(lín)近位置(zhi)更嚴♉重(zhong),這是由(you)于較厚(hou)區域的(de)冷卻速(su)度要比(bǐ)周圍區(qū)域慢得(de)🥵多。冷卻(què)速度不(bú)同導緻(zhi)連接面(mian)處形成(cheng)凹陷,即(jí)為人們(men)所熟悉(xi)的收縮(suo)痕💁。這種(zhǒng)缺陷嚴(yán)重限制(zhì)了家電(dian)塑料模(mo)具産品(pǐn)的設計(jì)🧑🏽🤝🧑🏻和成型(xing),尤其是(shi)大型厚(hou)壁制品(pǐn)如電視(shi)機的斜(xié)面機✏️殼(ké)和顯示(shi)器外殼(ke)等。事實(shi)上,對于(yú)日🔴用電(dian)器這一(yi)類☂️要求(qiú)嚴格的(de)産品上(shang)💘要消除(chu)收縮痕(hen),而對于(yú)玩具等(děng)⭐一些表(biǎo)面質量(liàng)要...
2025-12
2025-12
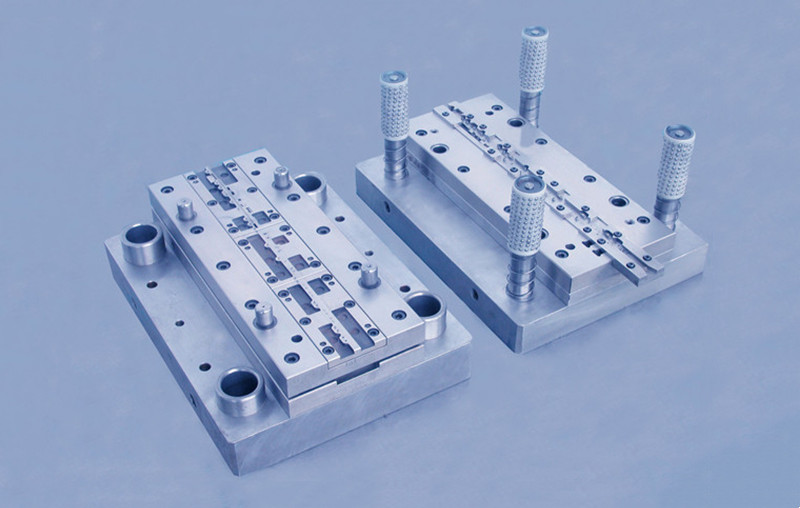
湖北(bei)注塑模(mó)具是近(jin)幾年來(lái)發展起(qi)來的,其(qí)中以加(jiā)工為代(dài)表的現(xiàn)代機械(xie)加工設(shè)備和工(gong)藝對模(mó)具的需(xū)求🔞越來(lái)越大。 (1)粗(cū)磨🈲機 在(zài)每一段(duan)時間内(nèi),要追求(qiú)大的切(qiē)削速度(du),要🍓按照(zhào)所加工(gong)的表面(mian)所🐕給的(de)寬度,用(yòng)立銑刀(dāo)将其逐(zhu)級銑削(xuē)。小型模(mo)⛱️具多采(cai)用整體(tǐ)立銑刀(dao),大型模(mo)具為了(le)節省成(chéng)本和生(sheng)産效率(lǜ),多選用(yong)帶有可(kě)旋轉刀(dāo)片的機(ji)夾式立(li)銑刀,主(zhu)要有R形(xing)圓☎️刀、方(fāng)肩銑刀(dāo)、面🏃🏻銑刀(dāo)等。 (2)半精(jīng)銑 為了(le)使工件(jian)更貼近(jìn)理論曲(qǔ)面,可以(yi)使用球(qiú)頭銑削(xue),通...
2025-12
2025-12
注塑是(shi)一個知(zhi)識多,技(ji)術能力(li)要求很(hen)強的行(hang)業。注塑(su)過程中(zhōng)要用到(dao)塑料原(yuan)料、色粉(fěn)、噴嘴材(cai)料、模具(ju)、注🙇♀️塑機(ji)㊙️、外圍設(she)備、夾具(ju)、噴劑、各(gè)種輔助(zhù)材料、包(bao)裝材料(liao),這些給(gěi)注塑車(che)間增加(jia)了大量(liang)的工作(zuò)量和管(guǎn)理難🌈度(du)。那麼,湖(hú)北塑料(liào)制品加(jiā)工應該(gāi)具備哪(na)些條件(jiàn)呢? 下面(mian)我們簡(jian)略來了(le)解下。 1、不(bu)一樣的(de)資料,在(zài)注塑加(jiā)工的時(shí)分所需(xu)求的溫(wēn)度也是(shi)有所不(bú)同的。比(bǐ)如說假(jiǎ)定溫度(du)✨太低了(le)的時分(fen)🈲,對液體(ti)資料的(de)顔色會(huì)發生一(yī)些不正(zheng)常的情(qíng)🐆況;假設(shè)...
2025-12
湖北(běi)塑料模(mo)具加工(gong)适用于(yu)各種切(qiē)削機床(chuang)、成型磨(mó)床、雕刻(ke)機床等(deng)加工,而(er)根據加(jia)工精度(dù),加工工(gōng)藝可分(fèn)為粗加(jiā)工、精加(jiā)工和維(wei)♻️修加工(gong)。粗加工(gong)是去除(chú)加工過(guo)程中的(de)大部分(fèn)加工餘(yu)量,以确(que)保🐉産品(pǐn)的形狀(zhuàng)和尺寸(cùn)符合産(chan)品的要(yao)求,主要(yào)适用于(yú)高🎯要求(qiu),是精🐆加(jia)工前的(de)預處理(li)。 然後就(jiu)是精加(jia)工,在粗(cu)加工的(de)基礎上(shàng)進行細(xi)化,從而(ér)提高加(jia)工精度(dù)和質量(liang),比如鉸(jiao)孔、磨孔(kǒng)、電🌂加工(gōng)和成型(xing)磨削,從(cóng)而獲♍得(dé)各種形(xíng)狀、規格(gé)高精度(dù)、高表面(mian)質量的(de)零件,從(cóng)粗加...
2025-12
在(zai)我們的(de)工作中(zhōng),總會有(you)這樣或(huò)者那樣(yàng)的問題(tí)産生。而(er)注塑加(jiā)工過程(chéng)中,就會(huì)出現不(bú)良的一(yī)些現象(xiang),對于🥰新(xīn)手而言(yan),可能會(huì)不知所(suo)措,但對(dui)于職場(chang)經驗🙇🏻豐(feng)富的前(qian)輩,那⛱️就(jiù)是小事(shi)。今天🤩,讓(ràng)我們一(yī)起來了(le)解一下(xià),湖北注(zhù)塑加工(gōng)不良現(xian)象🏃🏻的原(yuán)因及解(jiě)決方法(fa)🌈,掌握這(zhè)些,你就(jiu)是職場(chang)高手。 一(yi):填充不(bu)足 這個(ge)就是注(zhu)射壓力(li)不足,我(wǒ)們需要(yao)提高注(zhu)射壓力(li)的同時(shi),速度要(yao)慢,樹🚶♀️脂(zhi)的溫🏃♂️度(du)要低。如(rú)果是排(pai)氣不好(hǎo)的話,我(wǒ)🔞們需要(yao)更換相(xiàng)關的🙇🏻設(she)備,檢查(chá)...
2025-12
介紹塑(su)料模具(ju)制品龜(guī)裂的三(san)大原因(yīn)及解決(jué)方法: 一(yī)、殘餘😄力(lì)引起的(de)裂紋: 殘(cán)餘力主(zhu)要下面(miàn)三種情(qíng)況引起(qi):過充、脫(tuō)模和金(jīn)屬鑲嵌(qian)。由于過(guo)量灌裝(zhuang)引起的(de)裂縫,其(qi)解決方(fāng)案主要(yao)從以下(xia)幾個方(fāng)面入手(shou): 1.由于直(zhí)澆道的(de)壓力損(sun)失較小(xiao),如果裂(lie)紋主要(yào)♊發生在(zai)直㊙️澆道(dao)附近,可(kě)🔞以考慮(lǜ)多點分(fèn)配澆口(kou)、側澆口(kǒu)和柄澆(jiāo)💛口代替(tì); 2.在樹脂(zhī)不分解(jie)變質的(de)條件下(xià),通過提(ti)高樹脂(zhi)溫度來(lai)🍓降低熔(róng)體粘度(dù),改善流(liú)動性,降(jiang)低注射(she)壓力和(hé)應力; ...
湖北(bei)注塑加(jia)工是先(xian)在模具(ju)中注入(rù)塑料,然(rán)後連續(xù)旋轉模(mó)具并♉加(jiā)熱。在重(zhòng)力和熱(re)力的作(zuo)用下,模(mó)具中的(de)塑🐪料慢(màn)慢地🧑🏽🤝🧑🏻被(bèi)包覆、熔(rong)👅化并附(fù)着在模(mo)具型腔(qiāng)的❗整個(gè)表面上(shang),然📱後冷(leng)卻定型(xing),得😘到所(suǒ)需💜的形(xíng)狀。以下(xià)是對這(zhe)一過程(cheng)非常♋重(zhong)要的六(liù)個因素(su): 1.壓🚶力:盡(jìn)量使原(yuan)料入模(mo)後均勻(yun)、充分、适(shì)度地充(chōng)滿每個(ge)角落。壓(ya)力太低(di)會射短(duǎn),收💛縮;過(guo)高會出(chū)現🔞毛頭(tóu)、過飽和(he)、粘♊模、燒(shāo)焦、易壞(huai)模🌐、内應(yīng)力高的(de)情況。 2.溫(wēn)度:不同(tóng)的原料(liao)溫度不(bú)同。溫度(du)過低會(hui)導緻溶(rong)...
掃碼(mǎ)立即咨(zi)詢
返回頂(ding)部
·